1.1 The operational framework
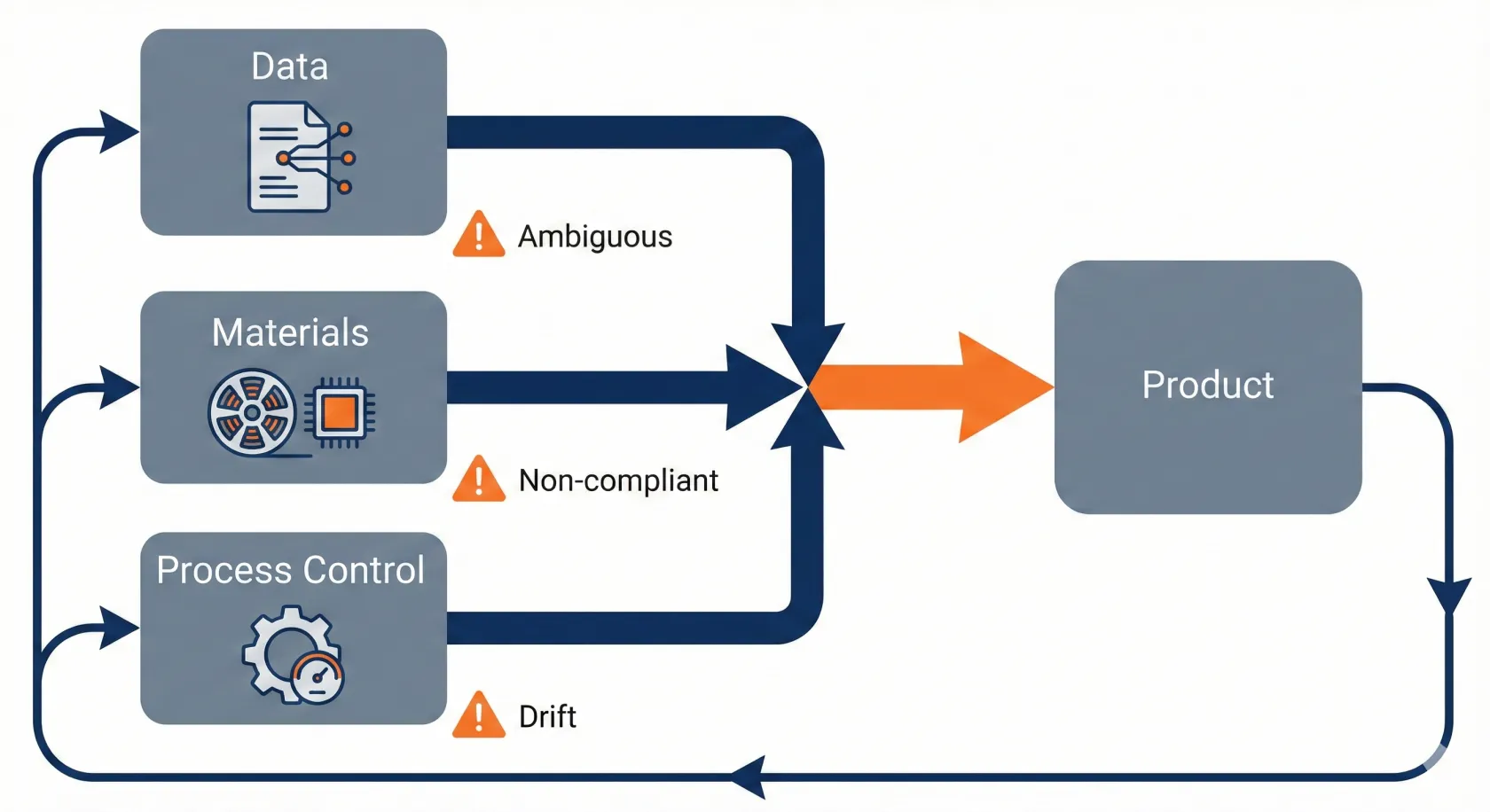
Electronics manufacturing operates on a clear, causal loop: Product = Data + Materials + Process Control. While product engineering is a creative endeavor, mass manufacturing is a discipline of precise replication. The primary function is to carefully align these three inputs to produce a reliable, functional output. Should the engineering data be ambiguous, the physical material non-compliant, or the manufacturing process drift out of specification, the final product is likely to fail.
The EMS equation
Section titled “The EMS equation”Manufacturing success depends heavily on the synchronization of these three core variables. This relationship operates as a multiplicative formula: a critical failure in any single variable guarantees a failed assembly batch.
1. Data
Section titled “1. Data”Definition: The complete digital instruction set required to build the product (e.g.
Operational Reality: Pick & Place machines and Automated Optical Inspection (AOI) systems do not improvise; they simply execute what the data instructs. When the data specifies an incorrect footprint for a component, the machine will faithfully place that component incorrectly every single time.
The Risk: Whenever unverified data is released to the production floor, that specific error replicates automatically and instantly across the entire production batch.
2. Materials
Section titled “2. Materials”Definition: The physical constituents that make up the
Operational Reality: The laws of physics govern component performance. For example, a capacitor with inadvertently high Equivalent Series Resistance (ESR) will generate excess heat under load, regardless of how perfectly it was soldered to the board during assembly.
The Risk: Anytime a material deviates from the approved engineering specification, the long-term reliability of the circuit becomes compromised.
3. Process control
Section titled “3. Process control”Definition: The physical transformation actions taking place on the factory floor, such as
Operational Reality: Forming reliable thermal and mechanical bonds requires highly specific environmental conditions.
The Risk: Should process parameters be allowed to drift over time, the mechanical integrity and electrical connectivity of the solder joints will eventually degrade and fail.
Defining success
Section titled “Defining success”In the EMS industry, success is defined by three specific, measurable outcomes that are tracked daily.
Stable quality
Section titled “Stable quality”Quality is the measurable conformity to a defined standard. A solder joint either complies with IPC (Institute for Printed Circuits)
Target: Consistent adherence to the approved manufacturing file and international
Predictable lead time
Section titled “Predictable lead time”Time is a critical variable in the supply chain. Electronic components can have lead times ranging anywhere from 2 to 52 weeks. Success in this area means accurately predicting the final delivery date by properly accounting for global logistics, component availability, and actual production throughput on the floor.
Target: Delivery of the finished goods precisely on the confirmed date.
Controlled cost
Section titled “Controlled cost”Cost control does not mean simply buying cheaper components; it stems primarily from operational efficiency and high manufacturing yields. By systematically reducing scrap rates and optimizing how quickly a line can change over to a new product, unit costs are systematically lowered without injecting new risks into the hardware.
Target: Systematically minimizing waste—whether that is physical scrap, operator rework, or machine downtime—to protect the project’s margins and the client’s budget.
Handbook vocabulary standards
Section titled “Handbook vocabulary standards”Precision in communication prevents errors. This handbook uses industry-standard acronyms to maintain clarity and accuracy.
- Rule: An acronym is expanded upon its first occurrence in a chapter.
- Usage: Subsequent mentions use the abbreviation.
- Example:
New Product Introduction (NPI) is defined once; further references appear as NPI.
Pro-Tip: When reading technical documentation, always verify an acronym’s meaning within its specific context. “BOM” always means
The lifecycle map
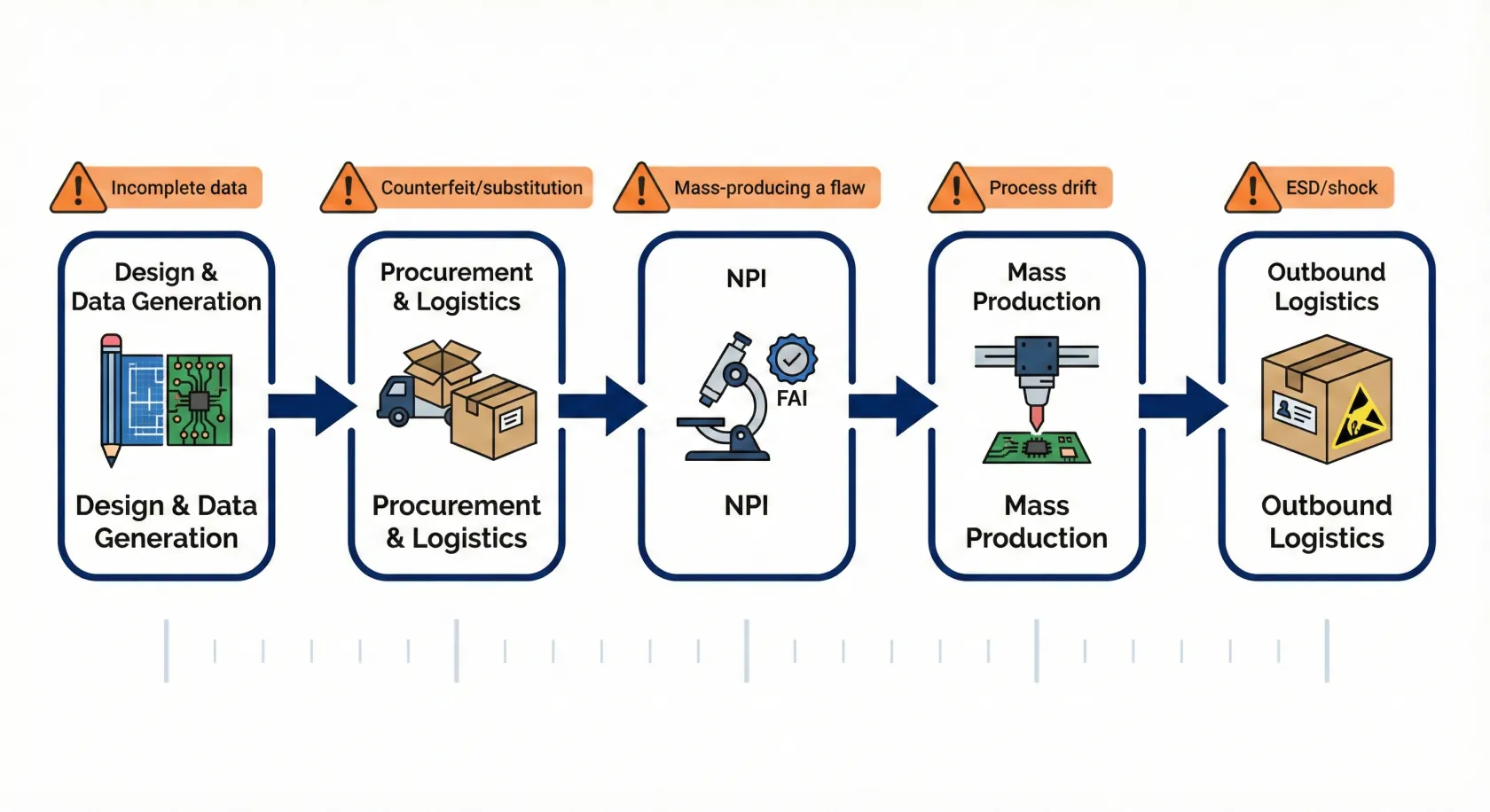
Section titled “The lifecycle map”Understanding the sequential flow of an electronics product through the factory isolates exactly where distinct risks are introduced.
1. Design & data generation
Section titled “1. Design & data generation”- Input: Raw schematics and PCB layout files.
- Action: Generate the final Production Files (Gerber datasets, BOMs, Component Placement Lists (CPLs)).
- The Risk: Incomplete or ambiguous data will pause production before it even starts, causing unnecessary delays.
2. Procurement & logistics
Section titled “2. Procurement & logistics”- Input: The officially approved
Bill of Materials (BOM). - Action: Source all required components from authorized and verified distribution channels.
- The Risk: Purchasing from gray markets introduces the possibility of counterfeit parts or unauthorized substitutions entering the supply chain.
3. New product introduction (NPI)
Section titled “3. New product introduction (NPI)”- Input: The verified data packages and the physical component kits from the warehouse.
- Action: Perform a
First Article Inspection (FAI) and validate that the manufacturing process works as intended on the line. - The Risk: Skipping NPI validation creates the risk of mass-producing a critical design flaw across the entire production batch.
4. Mass production
Section titled “4. Mass production”- Input: A fully validated and locked manufacturing process.
- Action: Execute
Surface Mount Technology (SMT) Assembly,Through-Hole Technology (THT) insertion,Reflow Soldering , and Automated Testing at scale. - The Risk: Without proper process controls, parameters can drift over thousands of boards, allowing latent defects to escape the factory.
5. Outbound logistics
Section titled “5. Outbound logistics”- Input: Tested, finished goods.
- Action: Secure packaging and physical shipping to the end customer.
- The Risk: Poor packaging can lead to ESD (
Electrostatic Discharge ) damage or physical shock during transit, ruining perfectly good boards just before delivery.
Final Checkout: The operational framework
Section titled “Final Checkout: The operational framework”| Variable | Metric | Critical Control |
|---|---|---|
| Data | Accuracy | Validate the |
| Material | Purchase only from authorized distributors; require a Certificate of Conformity (CoC). | |
| Process | Repeatability | Lock machine profiles; utilize |
| Quality | Compliance | Inspect to |
| Timeline | Predictability | Factor in component lead times before committing to a delivery date. |