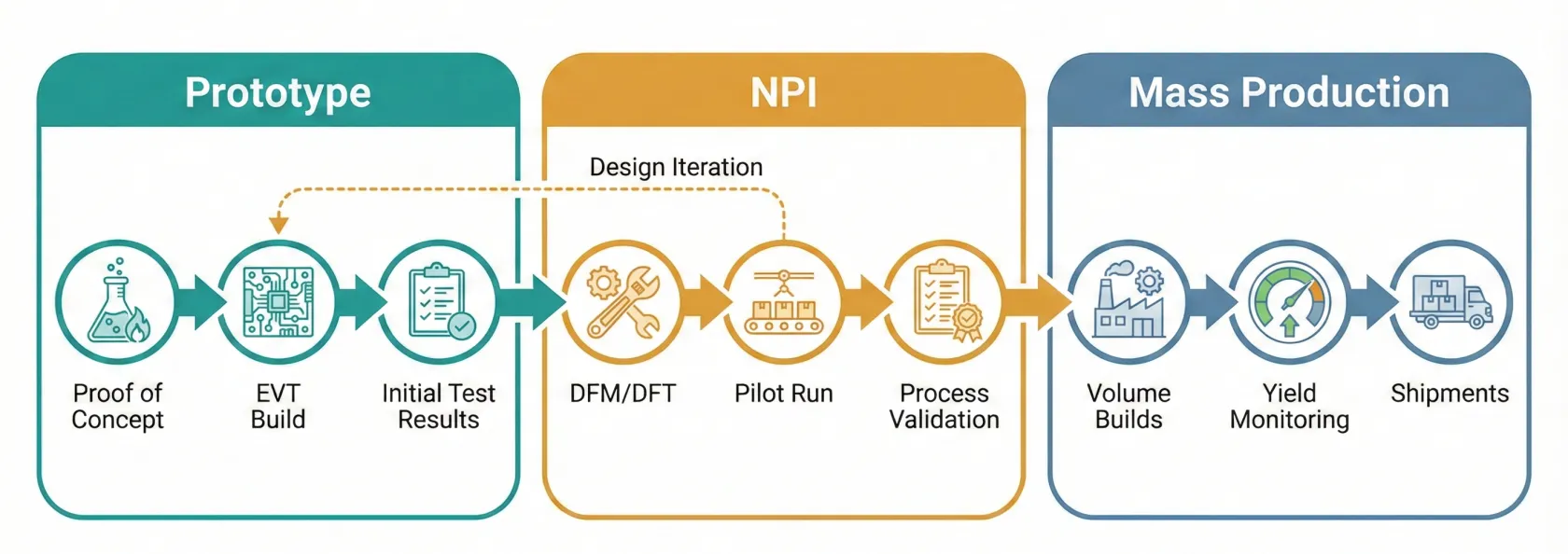
1.4 The end-to-end lifecycle: prototype → NPI → mass production
A common—and often expensive—misconception is that Mass Production is simply building a prototype at high speed. In reality, a prototype exists to prove that a design theoretically works, whereas Mass Production exists to prove that a manufacturing process works repeatedly at scale. The journey from a single working unit on an engineer’s lab bench to 10,000 units packed in shipping containers involves a series of necessary validation gates, rather than a smooth, continuous slope. Each stage—Prototype, NPI, and Mass Production—has a distinctly different engineering objective. Skipping these steps introduces significant risk to the project’s success.
1. Prototype (proof of concept)
Section titled “1. Prototype (proof of concept)”Objective: design validation
Section titled “Objective: design validation”Typical Quantity: 1 – 10 units.
This initial stage exists to answer a fundamental question: “Does the electronic circuit actually perform its intended function?” At this point, speed is the priority. Components are often hand-soldered by engineers or placed by “rapid-turn” assembly lines that intentionally prioritize agility and quick iterations over cost efficiency.
The engineering reality
Section titled “The engineering reality”It is important to remember that a successful prototype only proves that the core physics and logic of the design are sound. It does not prove that the product can be reliably manufactured in volume. During prototyping, manufacturing tolerances are loose, and skilled technicians frequently correct design errors or swap parts dynamically to achieve a functional board.
The Risk: A key risk here is false confidence. Just because one hand-tweaked unit works perfectly on a desk does not mean a factory can build 1,000 units without issues.
- Actionable Rule: When a prototype fails its functional tests, it is essential to redesign the schematic or layout before moving forward.
2. NPI (new product introduction)
Section titled “2. NPI (new product introduction)”Objective: process validation
Section titled “Objective: process validation”Typical Quantity: 50 – 100 units (Often called a Pilot Run).
NPI is the critical bridge between engineering theory and manufacturing reality. It is arguably the most important phase in the entire product lifecycle. Here, the focus must shift away from simply making the product work, and toward ensuring the factory line works smoothly. This phase actively tests the tooling, the stencil apertures, the reflow oven profiles, and the automated test fixtures.
The engineering reality
Section titled “The engineering reality”During the NPI phase, the primary goal is to identify Design for Manufacturing (DFM) issues early. Connectors requiring excessive insertion force or components placed critically close to board edges demand immediate structural updates to the design before scaling.
The Liability Matrix:
- The Trap: Skipping the NPI run to save time or money often leads to mass-producing defects, which can result in significant scrap and financial losses.
- The Checkpoint: Yields falling below target (e.g., 98%) during NPI necessitate an immediate line pause and investigation. Proceeding to Mass Production assuming volume resolves systemic issues guarantees mass failure; root causes must be permanently solved.
3. Mass production (MP)
Section titled “3. Mass production (MP)”Objective: stability and unwavering replication
Section titled “Objective: stability and unwavering replication”Typical Quantity: 1,000 – 1,000,000+ units.
When entering Mass Production, engineering iterations stop, and rigorous operational discipline takes over. The singular goal is consistency. The manufacturing process is formally “locked,” and line operators consistently follow the Standard Operating Procedures (SOPs) because those procedures were thoroughly validated during the NPI phase.
The engineering reality
Section titled “The engineering reality”Any change introduced during MP carries risk. Even seemingly minor improvements, such as a localized firmware update or swapping out an unavailable resistor for a substitute, requires a formal Engineering Change Order (ECO) to ensure the assembly line remains validated.
The Risk: A major threat in MP is supply chain disruption or process drift. At scale, running out of an inexpensive resistor will halt the shipment of the entire product.
- Actionable Rule: Critical process parameters drifting out of specification (such as a drop in the reflow oven temperature) trigger an immediate line stoppage until the equipment returns to established control limits.
The cost of change (the 1-10-100 rule)
Section titled “The cost of change (the 1-10-100 rule)”Understanding when to catch a defect is just as important as knowing how to fix it. According to the industry-standard “1-10-100 Rule,” the financial cost to resolve an engineering error increases exponentially at each step of the lifecycle.
- Design Phase: Cost = $1 (Updating the CAD file before actual hardware is built).
- NPI Phase: Cost = $10 (Scrapping physical pilot boards, halting production schedules, and re-tooling the line).
- Mass Production: Cost = $100+ (Recalling fielded units, managing RMA logistics, and suffering brand reputation damage).
Recap: Hardware Manufacturing Lifecycle Stage Transitions
Section titled “Recap: Hardware Manufacturing Lifecycle Stage Transitions”| Stage | Objective | Quantity / Yield | Key Action / Trigger |
|---|---|---|---|
| Prototype | Design Validation | 1 – 10 units | On test failure: Redesign schematic/layout before proceeding. |
| NPI (Pilot) | Process Validation | 50 – 100 units; Yield ≥ 98% | On yield <98%: Pause line, investigate root cause. Solve before MP. |
| Mass Production | Stability & Replication | 1,000 – 1,000,000+ units | On process parameter drift: Immediate line stoppage until back in spec. |